
|
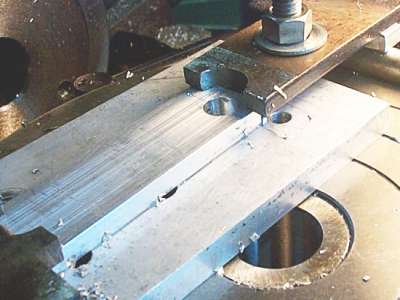
Start with a piece of aluminum, 3 inches long, 3/4 inch wide and 1/4 inch thick.
(the piece that I have is 1 inch wide. That is why it looks off center)
Mount it in the mill vise and use a dial test indicator to get it straight up
both ways.(my vise is a swivel vise). Then start from one side and move over 0.100"
and drill the first hole (always use a center drill to start the holes). Drill
them about an inch deep, and use a #43 drill (for 4-40 screws)
Then move over 0.540 from there to drill the next hole. |

|
| Next, cut off the rod cap. Make sure that the piece you cut off is at least 0.360 inch long. If it is too long, it can be milled down later. Make sure that the saw made a good smooth cut. I was able to make all of the holes and cuts without moving the part from the vise. |

|
|
Tap threads in the holes in the rod. I mounted the tap in the drill chuck,
took out the draw bar and left the drill chuck loose so I could turn
it by hand.
Then drill out the holes in the rod cap to 7/64 for clearance of a 4-40 screw. |

|
|
Mount the cap on the rod with one screw. Countersink where the other
screw goes using 3/16 end mill. Countersink 0.085" Then put a screw here and remove the other screw. Countersink that hole. Note: If your cap piece is too big, add the amount that it is over size to the 0.085" countersink. Once both screws are countersunk, mill the excess off of the cap. |

|
| Now, mount the rod (with cap screwed on tight) on the mill table with a sacrificial plate under it. Align the joint of the rod and cap under the drill. Then move 0.370" from the side. This should be half way between the 2 cap screws. Drill a 13/32" hole here. This will be the big end of the rod. |
|
| Move 1.850" toward the opposite end of the rod and drill a 1/4" hole for the small end. then, using a 1/2" center-cutting end mill, drill the 2 holes for the big end side radius. |

|
|
Next use a 1/4" ball end mill and hollow out the side of the rod. Then
use a standard 1/4" end mill to cut the sides of the rod. My aluminum blank was 1 inch wide, this left a big side on the big end which had to be trimmed down. The clamps had to be moved for this cut. Then the rod is turned over and the hollow cut is made on the other side. |

|
|
Finally, the rod is mounted on the rotary table (not shown) with the small end
at center, and the small end is rounded off. Here is the finished product with bearings. |

|
| 05761 hits since February 23, 2016 |